1. 日本電鍍工業の特色
日本電鍍工業は1956年の創業以来、ものづくりの最終工程を担う表面処理の専門業者として、製品表面への機能性と美観の付与「機美共存」に取り組んでいる。多品種変量生産を得意とする企業であり、用途・ニーズに合わせて最適な下地・最終仕上げといった仕様を提案・提供。独自開発の安心・高品質なめっき液を約40 種類も保有し、下地処理と仕上げ処理の組み合わせによる多種多様な表面処理の提供により、ユーザーの求める各種機能と美観を実現している。
めっき治具の搬送など自動化した部分もあるものの、9割近くの表面処理工程を機械に頼らない手作業として、短納期対応を含めた顧客満足度の向上に努めており、大切な一点ものから、試作品、ロットの小さい量産品など、大量生産工場では取り扱いが難しい品々の処理に対応している。
貴金属めっきを得意とし、創業当初から主だった時計メーカーの指定工場として、金めっきでも、メーカーごとに微妙に異なる色合いを再現している。
チタンを真空中でイオン化し金属表面に密着性の高い薄膜を形成、金・ブルー・ブラウンなど多様な色調が出せる「イオンプレーティング(IP)」処理も開始。IP 処理による発色が多彩である一方で、色がぶれやすい課題があることから、コニカミノルタのポータブル色彩色差計CR-400を用いた数値による色の管理を開始した。
しかし2018年ごろにIP処理事業から撤退、めっきの表面析出技術を核に選択と集中を進め、アルミニウム表面に陽極酸化皮膜を析出させる「アルマイト処理」と、電気を使って各種金属表面に塗膜を析出させる「電着塗装」の処理を開始した。
ここでは日本電鍍工業 生産部 技術課の魚嶋良和氏と山嵜香代子氏に、IP処理よりも色のバリエーションがより豊富な日本電鍍工業の電着塗装の技術と、コニカミノルタの色彩色差計および分光測色計を活用した、電着塗装被膜の微妙な色の違いを識別するための測定管理、DX推進に向けた同測定手法により得られた定量データ構築の取り組みについて、話を聞いた。

2. アニオン電着塗装技術
電着塗装とは、水性塗料の入った槽に導電性の被塗物を浸して直流電流を流すことで、被塗物表面に塗膜を析出・密着させる塗装方法を言う。
被塗物(ワーク)を陽極(+極)にする「アニオン(陰極析出)電着塗装」と、ワークを陰極にする「カチオン(陽極析出)電着塗装」の2種類に分類され、日本電鍍工業ではアニオン電着塗装とカチオン電着塗装の両方を手掛けているが、今回はこのうち、塗料中の粒子(樹脂ミセル)がマイナスに帯電し陽極側のワークに引き寄せられるアニオン電着塗装(アクリル樹脂塗料を使用)を取り上げる。
アニオン電着塗装は以下の利点を有する。
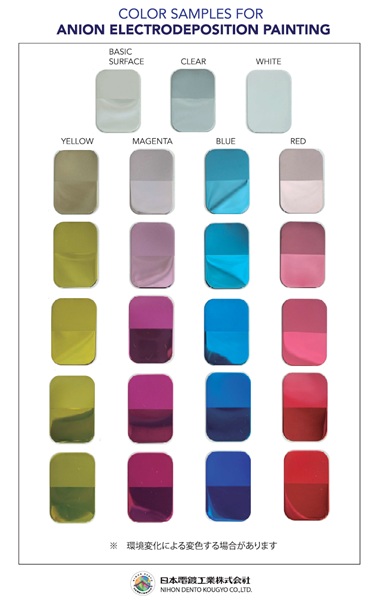
2.1 バリエーション豊富なカラー塗装が可能
カチオン電着塗装に比べ、アニオン電着塗装は均一に膜厚を形成できる。特にアクリル樹脂ベースの透明水性塗料を用いることで、優れた外観のバリエーション豊富な発色が可能となる(図1 参照)。
2.2 塗膜性能に優れる
塗膜厚さが5~15μmと薄い一方、鉛筆硬度4 Hと比較的硬く耐久性が高い。鋼材、ステンレス鋼材、アルミ材など、電気が流れる金属(導電体)であれば素材を選ばずに処理できる(素材によっては下地処理が必要)。
2.3 均一な膜厚と良好な付き回り性
複雑な形状や凹部を持つ製品でも、狭い隙間の内部まで、付き回り性良く塗膜を形成できる。
2.4 量産も可能
大量生産にも適しており、塗着効率も高い。日本電鍍工業では量産にも対応できる電着塗装の新ラインの構築を進めている(図2)。

3. 電着塗装の一般的な工程フロー
日本電鍍工業の工程フローというわけではないが、アニオン電着塗装の一般的な工程フローは調色→脱脂・洗浄→下地処理→電着塗装→水洗→熱処理となる(図3参照)。
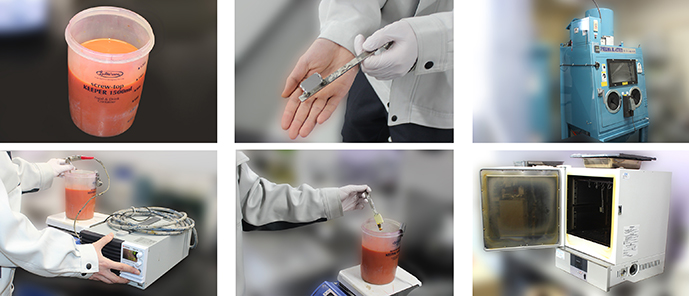
下:電着塗装工程(左)、塗装されたワーク(中央)、塗膜安定化のための熱処理工程(右)
4. 色を定量評価できる測定装置
人間の目は光の三原色(赤・緑・青)に反応する細胞によって色を認識するが、見え方には個人差や環境の影響がある。そのため、電着塗装によって微妙な色の違いを発色できたとしても、人の感じ方によって、あるいは材質やサイズによって、色の見え方が異なる場合がある。
これに対してコニカミノルタの色彩色差計と分光測色計は、いずれも色を数値で評価する装置であり、電着塗装によってユーザーの希望する色が実現できていることを裏付けるツールとなる(図4)。

4.1 色彩色差計
コニカミノルタの色彩色差計は、人間の目と同様に、物体に光を照射し、その反射光を赤・緑・青(XYZ)の分光感度に近似したセンサーで受光して色を数値化し、L*a*b*色空間に変換。
基準色との色差(ΔE*a b)測定に適しているが、詳細なスペクトル情報は取得できないため、光源が変わった場合の色情報の再計算や、スペクトル形状の違いによる細かな差異などを判別で
きない。
4.2 分光測色計
コニカミノルタの分光測色計は、物体からの反射光を回折格子などで波長ごとのデータ(分光反射率)に分解し、色や色差の数値化だけでなく分光反射率グラフの表示も可能で、高精度な色管理に用いられる。
分光測色計を用いることで、人間の主観や環境によるばらつきを抑えた客観的な数値で色を捉えることが可能なため、視覚だけでは見分けにくいわずかな色差(ΔE*a b)や、照明条件の違いによって生じる色の見え方の違いも、定量的に評価できる。
5. 色彩色差計および分光測色計による電着塗装被膜の定量評価
生産工程が複雑で生産管理面でも複雑さを伴う多品種変量生産を特徴とする日本電鍍工業では、DX(デジタルトランスフォーメーション)推進の取り組みの一つとして、「ローコード開発プラットフォーム」を活用した生産管理の効率化を進めている。
その中で、電着塗装のリピート品の処理にあたって照合する色の数値データの取得のために、あるいは新規品の色を調合し再現すべくユーザーから預かった現物あるいは類似品の測色のために、コニカミノルタのポータブル色彩色差計CR-400を活用している(図5)。

リピート品の場合は過去にCR-400で測定した数値データをもとに、新規案件の場合は実物の色見本(メール送信による画像の場合も)を色彩色差計で測定した数値をもとに、ベースの水性塗料に顔料を配合して調色を行い、実際に塗装・乾燥して色を確認・修正していく。
この調色の作業においては、下地処理が極めて重要で、金属の材質や下地の状態に合わせて実施する必要がある。
例えば鉄にそのまま電着塗装を施した場合、電着塗装の塗膜は5~15μmと非常に薄く均一に形成され、さらにアクリル樹脂系塗料を用いた塗装は透明性が高いため、素地の鉄の色の影響を受けやすく、狙った色を再現することが難しい。
そこで、めっきの技術と電着塗装の技術を組み合わせることによって、素地の色の影響を低減するといった対応がとられている。
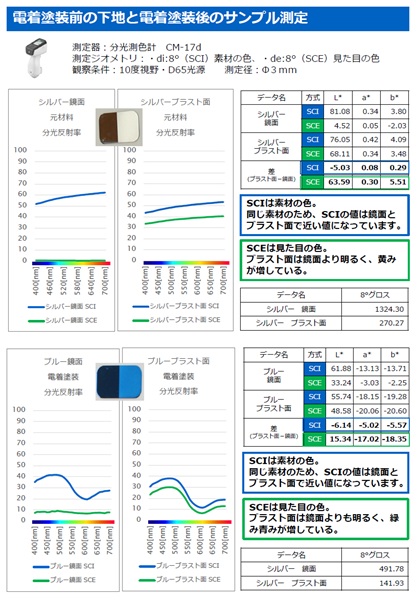
図1のサンプルのうち、シルバーの鏡面およびブラスト処理(いずれもステンレス素材そのもので電着塗装していない)、ブルーの鏡面およびブラスト処理(いずれもステンレス素材に電着塗装を処理)のそれぞれについて、下地の表面状態などの発色に対する影響を切り分けて評価すべく、コニカミノルタの分光測色計CM-17dを用いて測定した(図6)。

分光測色計CM-17dは、照明・受光光学系としては拡散照明・0°受光やd/8などの方式を使用。光を均一に照射する積分球などが内蔵されており、鏡面反射光を含める「SCI」と、鏡面反射光を除外して物質の色(色味)だけを測定する「SCE」モードの切り替えが可能となっている。
図7の測定結果からは、シルバーの鏡面とブラスト面では同じステンレス素材のため、素材の色を示すSCIの値はいずれも近い値になっているが、見た目の色を示すSCEではブラスト面は鏡面よりも明るく、黄みが増している。
一方、ブルーにおいても、同じステンレス素材のため素材の色を示すSCI の値は鏡面とブラスト面で近い値になっているが、見た目の色を示すSCE ではブラスト面は鏡面よりも明るく緑み、青みが増している。
図7からは、マット面よりも鏡面の方が、SCI値とSCE値の差が大きいことが分かる。
6. 今後の展開
幅広いユーザーニーズに細やかに対応する日本電鍍工業の企業風土からは、金色、黒色、クリア色など、カラーバリエーションをさらに増やしたい意向がある。
特に、得意とする貴金属めっきが貴金属の相場に左右され、昨今の金が高騰している中でその値上がり分を製品単価に上乗せすることが難しい状況から、同社は金めっきの代替え処理としての電着塗装を提案している。
文房具や雑貨、時計・眼鏡・宝飾品、展示会の什器など、さまざまな製品を比較的低コストで金色に着色できると考えている。
日本電鍍工業では引き続き、定量的な測定手法による色の管理のためのデータベースづくりに努め、材質や表面の状態による発色への影響などをユーザーに定量的に説明・提案できる体制を構築しつつ、多様なユーザーニーズに一つひとつ応えていく。





